In heavy-duty mineral processing and high-tonnage aggregate plants, cone crushers serve as the workhorse of secondary and tertiary reduction stages. Within the crushing chamber, the Bowl Liner (concave) and the Mantle represent the primary interactive wear interface. Because these components endure hundreds of tons of continuous compressive forces per hour, they are susceptible to premature degradation if material specifications and operational parameters are misaligned.
For procurement managers and quarry engineers, recognizing the root engineering causes behind liner failures is vital to eliminating unscheduled downtime. As an ISO 9001:2015 certified direct-manufacturing foundry spanning 42,000 m², Duma cuts through superficial explanations to provide a rigorous diagnostic analysis of the common problems affecting high manganese bowl liners and the foundry-engineered solutions required to mitigate them.

1. Accelerated Severe Wear and Micro-Cutting Fatigue
While a reduction in liner thickness is a natural consequence of aggregate crushing, accelerated or premature wear-out slashes operational profit margins and increases true cost-per-ton.
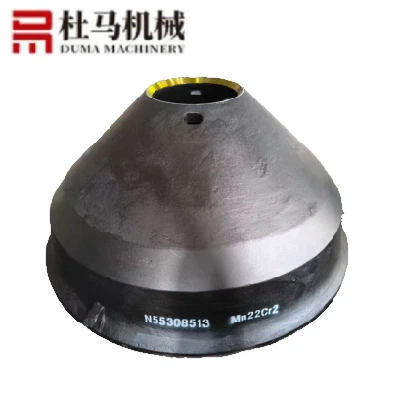
- The Root Cause: High manganese steel alloys (such as Mn13, Mn18, and Mn22) rely entirely on a dynamic work-hardening mechanism to achieve wear resistance. When the baseline matrix is struck by raw ore, its surface hardness must rapidly climb from HB200 to over HB500. If the incoming feed contains highly abrasive, high-silica rock but lacks sufficient compressive impact energy, the work-hardening transformation is never fully activated. The soft matrix is then subjected to continuous micro-cutting and macro-scratching, eroding the liner profile prematurely.
- The Duma Solution: We dynamic-match the metallurgy to your geological assay. For highly abrasive, lower-impact applications, we recommend shifting from standard alloys to premium Mn22Cr2 formulations or implementing custom-engineered TiC (Titanium Carbide) inserts within the high-wear crushing zones. This composite design extends operational wear-life by 20% to 40% under severe abrasive stress.
2. Catastrophic Cracking and Spalling Fractures
The appearance of localized micro-fissures or total structural fracturing along the bowl liner body is a catastrophic event that can permanently damage the adjustment ring or the crusher's main frame.
- The Root Cause: This issue typically stems from a hidden metallurgical flaw: grain-boundary carbide networks. During the raw casting phase, brittle carbides naturally precipitate along the crystalline boundaries of manganese steel. If the foundry executes an inadequate or rushed heat treatment, these internal networks remain intact, acting as severe stress concentration points that cause the component to split under high-shock operational loads.
- The Duma Solution: Duma eliminates internal structural fault lines through fully automated, microcomputer-controlled solution heat treatment workshops. We enforce strict "step-by-step heating" curves followed by rapid water-toughening (quenching) driven by high-power forced circulation pumps. This precise process suppresses carbide precipitation, resulting in a flawless, single Austenite microstructure that conforms strictly to ASTM A128 international standards-ensuring the finished liner is structurally "tough but not brittle."
3. Structural Loosening and Seat Seating Failure
When a bowl liner becomes loose or shifts micro-geometrically within the upper frame during operation, it leads to backing material degradation, localized structural distortion, and uneven crushing chamber wear tracking.
- The Root Cause: Thermal contraction and geometric warping are inevitable physical byproducts when massive castings undergo intense high-temperature quenching. If a foundry dispatches "as-cast" components without rigorous post-treatment rectification, the irregular seating surfaces cannot lock flush against the crusher's wedge or locking bolt array. Under the severe vibrations of operational crushing, the liner inevitably works itself loose.
- The Duma Solution: To guarantee seamless mechanical stability, Duma routes all quenched bowl liners through our dedicated precision machining workshop. We machine seating pockets, taper diameters, and hook locations to exceptionally tight dimensional tolerances. This micro-level quality control achieves absolute Fit Accuracy, providing a true "Ready-to-Use" product that matches perfectly with major global OEM crusher footprints, including Metso (HP/GP Series) and Sandvik (CH/CS Series).
4. Accelerated Backing Material Degradation and Void Shock
The epoxy backing compound poured behind the bowl liner is designed to absorb high-frequency high-load vibrations and distribute forces evenly across the crusher frame. Early destruction of this backing layer causes extreme localized impact spikes.
- The Root Cause: If the bowl liner's internal surface is rough, unmachined, or contaminated with residual casting sand and casting scale, the epoxy backing layer cannot form a continuous molecular bond. The resultant voids allow high-pressure micro-movements during rock compression, fracturing the brittle epoxy layer and causing the liner to flex and fatigue prematurely.
- The Duma Solution: Duma subjects the non-working backing faces of every bowl liner to specialized shot-blasting and mechanical surface cleaning protocols. This creates an optimized anchoring profile that maximizes backing compound adhesion, distributing impact loads symmetrically across the housing assembly.

The Strategic Manufacturer Advantage: Sourcing Direct for Supply Chain Stability
Attempting to resolve recurring liner failures through multi-tiered trading intermediaries or unverified local brokers introduces severe operational risk. Intermediaries naturally apply multi-layered percentage markups and cannot provide certified technical documentation regarding the casting's thermal processing history.
By partnering directly with a fully integrated casting facility like Duma, you secure total procurement security:
- Complete Batch Traceability: Every shipment is permanently stamped with a unique tracking serial number mapped directly to a digital archive containing official Material Test Reports (MTR), micro-level Brinell hardness charts, automated heat-treatment time-temperature curves, and high-resolution metallographic structural certification.
- Mass Reservoir of Molds: Duma houses an expansive active pattern library containing over 4,000 active molds matching global crusher configurations. This eliminates pattern-development lead times and expensive toolmaking costs for standard profiles like HP200, HP300, HP400, C80, and C100, enabling rapid 7 to 10-day shipping dispatch configurations from our mass stock.
- Commercial Flexibility: To minimize upfront buyer friction and build long-term commercial trust, we explicitly accept small-volume trial orders for strict field quality and wear-life validation, ensuring our metallurgy aligns with your operation before negotiating multi-year supply contracts.
Conclusion: Transform Wear Parts into an Operational Asset
Minimizing the impact of common bowl liner failures requires a shift from passive maintenance to proactive metallurgy. By analyzing your rock characteristics, selecting optimized manganese alloy formulations, and choosing a manufacturer that enforces absolute crystalline purity and micro-level fit tolerances, you systematically reduce wear velocity and eliminate unexpected machinery downtime.
Are you ready to optimize your secondary or tertiary crushing circuits and extend component wear-life by 20% to 40%? Contact the Duma engineering and applications consultation team today to submit your specific part profiles or engineering drawings, and let us construct an elite, cost-effective wear solution for your mineral processing infrastructure.